
有文献指出,拣选作业约占仓库运营成本的 30%-50%。而由于拣选作业的特殊性,拣选作业也是仓储物流中劳动最密集,耗时最多的环节。因此,在电商快速发展的背景下,仓储物流的拣选技术不断丰富。
但是,在生产制造过程中,有多种场合需要拣选作业。面向制造业生产组织的需求,其仓储拣选作业方式也有所不同。本文针对制造业的特点,在研究拣选技术应用场景及分类的基础上,重点探讨制造业仓储物流中拣选技术的实现途径及智能化趋势。
物流是生产制造及其供应链的重要保障。据统计,产品从原材料到成品,生产加工所占用的时间仅仅只有10%,而90%消耗在仓储、搬运、包装、运输、配送等物流环节中。拣选作业作为物流作业的重要内容,也是生产制造及其供应链过程中的重要作业形式。随着制造方式和组织形态的变化,拣选技术也在不断推陈出新,变革升级。
由于工业生产制造的组织模式多种多样,比如大规模流水线制造、多品种小批量个性化定制、离散柔性制造、智能制造等等,其物流的组织方式也不一样,相应各拣选环节的拣选技术也不一样,甚至千差万别,具有十分显著的面向制造需求特征。
比如在大规模流水线制造中,物流的组织方式大多是标准化流程组织,涉及拣选作业比较固定和规范,比较容易实现自动化拣选。而在多品种小批量个性化定制和离散柔性制造模式中,订单的内容、数量和时间都会发生变化。因此,面向个性化定制和柔性制造的拣选作业也在不断演化,新专利、新技术、新产品、新系统层出不穷。在智能制造快速发展的今天,拣选技术也在向自动化和智能化方向发展。
拣选作业的功能与分类
据国家标准物流术语(GB/T 18354-2016)定义,拣选(Order Picking),是指根据订单或出库单的要求,从其存储场所拣出物品的作业。
而文献中对拣选作业的定义也有些微不同。一般认为,拣选作业是指根据订单或者出库单的要求,从货位上把物品拣取出来,并将其送到指定位置放好的全过程。
根据拣选作业的定义,可以看出,拣选功能的一般性描述就是:1)将指定的物品(名称、规格、型号、数量等)从储位拣出;2)送到指定位置;3)放置好。无疑,拣出作业是拣选过程最核心的功能。
由于拣选过程中拣出和放置作业与所操作的对象密切相关,和作业环境密切相关,因此,拣选作业常常可以分为:人工拣选、机器拣选和人机协同拣选。限于篇幅,有关这种分类的具体细节,在此不展开。
从拣选过程涉及的物品搬运或者说输送方式角度,拣选作业又可以分为:人到货、货到人,以及货到机器。限于篇幅,有关这方面的具体细节,在此也不展开。
在制造过程中,拣选作业可能出现在生产制造的仓储、加工、装配等多个环节。根据拣选所处的生产环节,可以将拣选作业分为两类。
(1)仓储拣选
仓储作业是保障生产制造各环节所需物料及时、准确、有效供给的重要手段,也是各制造企业一直试图削减成本的关键环节。拣选是仓储作业最核心最占成本的作业单元。如图1所示为人工仓储拣选示意图。
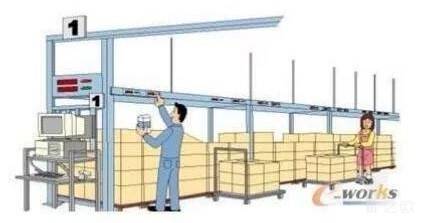
图1 人工仓储拣选示意图
据文献报道,在经典的仓储作业中,拣选作业约占仓库运营成本的30%-50%,拣选人员数量约占仓储作业人员数量的60%以上,而拣选人员70%的作业时间在移动,30%的作业时间是用于拣选物品。这也是为什么近年来“货到人”拣选方法备受关注,并出现了“货到机器”研究趋势的原因所在。而为了不断提高拣选效率,同时满足柔性制造和个性化定制制造的需求,人们归纳出了“基于订单的拣选(Single Order Picking)”、“基于批量的拣选(Batch Picking)”和“基于流程的拣选(Flow Picking)”三种主要的拣选技术。也有专家学者总结为“摘果式拣选”和“播种式拣选”技术。
(2)线边拣选
生产制造的每一个加工环节以及上下加工工序间的转换都离不开物料的组织。因此,线边拣选是必不可少的生产物流作业过程。根据生产制造的组织形式不同,可以分为:离散制造线边拣选、流水线制造线边拣选和单元制造线边拣选等。如图2、3 所示。
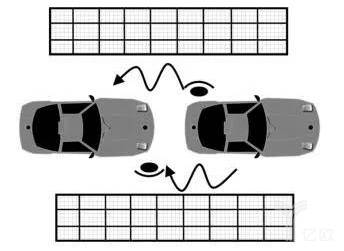
图2 流水线线边拣选示意图
图3 柔性制造线边拣选示意图
和仓储拣选不同,线边拣选的作业对象相对单一,搬运距离相对短,作业人员/设备相对少。但是线边拣选直接关系到加工的效率和质量,也是在制品库存的重要因素和生产周期的重要占时成分。因此,线边拣选受到制造企业的高度重视。一些龙头的制造企业比如汽车制造企业,将线边拣选外包给专业的物流公司。很多公司针对线边拣选开展技术革新和改造,创造出专用的小型货架、料箱,以及RFID、PTL等拣选辅助装置,甚至自动化立体仓库。
由于线边拣选技术和装置具有行业和企业特色,和制造工艺及环境甚至企业文化密切相关,这里不做详细介绍。
面向制造的仓储拣选技术
仓储拣选作业的一般流程如图4:

图4 仓储拣选作业的一般流程
从图4可见,拣选作业受生产订单的驱动,受仓储布局的制约,而整个过程订单下达及汇聚生成拣货策略输出拣货单规划拣货路径拣货集中审核送线边受企业的生产组织模式的调度。仓库在接到ERP系统的出货指令后,WMS会根据生产调度需求,选择拣货策略(技术):“基于订单的拣选”、“基于批量的拣选”和“基于流程的拣选”。
基于订单的拣选,或者说摘果式拣选,是最基本的拣选方式。WMS会将每一个客户的订单,根据仓库布局(货物储存布局)分解成拣货单,分派给不同区域的拣货员,并生成拣货路径。拣货员拣取货物后,送到集中区域合并,复核后交由下一个配送流程,送交生产线边。
基于批次的拣选,或者说播种式拣选,是为了进一步提升拣选效率,降低拣货强度而提出的一种拣选策略(技术)。接到ERP指令后,WMS会将若干订单汇总,将相同的物品进行合并,再根据仓库布局(货物储存布局)编制拣货单,分派给不同区域的拣货员,并生成拣货路径。拣货员拣取货物后,送到集中区域。在该区域,根据生产组织需要,可以按照订单再次拣选组合,也可以直接复核后交由下一个配送流程,送交生产线边。
基于流程的拣选和基于批次的拣选相似,不同之处在于,WMS会汇聚当前生产流程中所有的订单(比如一天的订单),进行订单的合并和分解,形成拣货单。
随着个性化定制需求的日益增长,生产组织向更为柔性可重组方向发展。因此,拣选技术也在不断进化,产生了一种组合“基于订单的拣选”和“基于批次的拣选”的新方式,我们把它定义为“动态组合拣选”技术。该技术在正常生产条件下,根据生产节拍,选定批次大小,按照批次进行拣选作业。当有紧急订单或者特殊订单到达时,按照“订单拣选”方式实时响应出入库需求。
智能拣选技术
根据图4所示的拣选流程,拣选技术的智能化可以从几个方面入手。1)拣货方法的智能化,比如机器拣选,以及RFID、VR、二维码、PTL等辅助拣货方法;2)物品输送技术,比如可以采用堆垛机、AGV、输送带等方式。如图5是一种基于Kiva机器人的货到人仓储布局示意图。在该场景中,Kiva机器人在接到拣货指令后,找到指定的货架,并将该货架运送到指定的拣选台(W1-W4),供拣货员拣货。
智能拣选的第三个途径就是订单的处理和拣货策略的选取。在传统的订单分拆、物品合并的算法基础上,基于大数据和优化技术的方法正逐步得到应用。
智能拣选的第四个途径就是输出拣货单。在如图5所示的多Kiva机器人和多拣选台场景中,将拣货单分派给哪个机器人、哪个拣选台,是影响拣选效率的关键因素。目前的方法主要有动态规划法、博弈、合同网法等。如图6就是笔者团队提出的一种基于合同网算法的订单派发流程,其中,招标方为派单方,投标方为Kiva机器人和拣选台。

图5 Kiva机器人货到人拣选场景示意图

图6 基于合同网的仓储拣选单派发
智能拣选的第五个途径就是物品的输送路径规划。堆垛机和输送带都是采用固定路径输送,而AGV的路径则可能根据货物输送的源点和目的地,以及道路状况,进行路径规划。路径规划的方法很多,比较经典的是A*算法,也可以借用TSP问题模型进行优化求解。当AGV数量较多时,路径规划会变得非常复杂,这时可以采用群体机器人协同调度技术,也可以采用网络流理论和图论等进行建模优化。