1引言
随着人们对汽车日益增加的个性化需求,汽车生产已经走向由消费者主导的模式。当前汽车生产呈现:产品多样化、系列化,混流生产,批量集中生产,投放市场迅速的特点。汽车制造商除需要制定高效的生产计划外,还需要建立一个高效、稳定的信息化平台,实现车身信息有效监控和管理。
1.1RFID系统简介
RFID(RadioFrequencyIDentification)技术,即无线射频技术,能够高效、实时、精准的实现车身信息读写,由询问器(或读码器)和很多应答器(或载码体)组成,其工作原理是载码体进入磁场后,读码器(读码器上的天线)发射特定频率的无线电波能量给载码体,用以驱动应答器电路将内部的数据送出,此时读码器便依序接收解读数据,送给应用程序做相应的处理。
1.2涂装数据库引入RFID的现实意义
信息化生产管理一直是制造企业提高生产效率、节约成本的重要环节,涂装信息化的重要工具便是读码器及配套的数据传输系统。但传统的普通红外线对射式读码器,精度调整难度大,不易构架讯网络、难以建立完备涂装数据库。而随着RFID技术的采用,数据可以涵盖涂装生产线的所有方面,例如用以检测进入涂装的白车身的车型、颜色信息、各工位使用配件信息、机器人换色信息以及下线至总装时,总装需准备的零部件等众多信息,大大优于传统的信息读取设备。
2基于RFID系统构造数据库的建立理念
2.1数据库网络划分结构
通讯结构上,RFID属于I/O层,涂装数据库属于CCR层,IT科ALC属于ERP层,如图1所示。在CCR层面建立涂装数据库,随时调用所需要数据,对零部件(SP)、示教车、再涂车、空台车的管理能力大大提升,并对正常生产车身的数据找回、核对起关键性作用。CCR层数据库通过相应的通讯协议连接涂装生产PLC与IT科ALC系统,系统结构如图2所示,其网络划分原则:
1)整体网络分4个环形网络进行组网。(cc-linkIEcontrol)
2)CCR作为3个网络的主站,并设置网络模块与子网进行通讯。
3)CCR设置3个光纤网模块与现场所有PLC进行通讯。
4)底层I/O设备可采用三菱或其他品牌PLC系统。
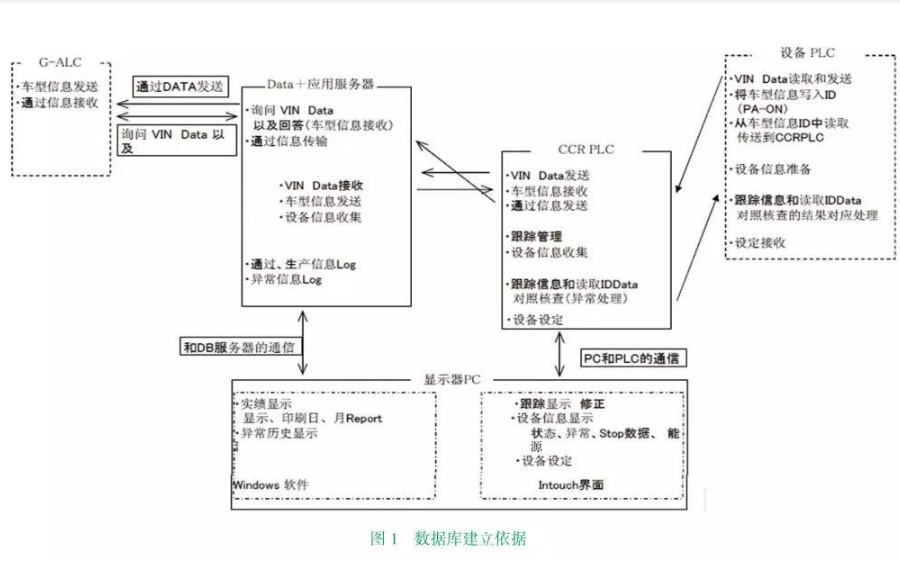

2.2基于RFID技术建立数据库的依据
数据库的建立所采用的通讯协议如图1所示,数据库主要负责VINDATA接收,车型信息发送,设备信息收集。每次通讯会自动书写日志。与ALC通信时,将通过各个工位的信息告知ALC,ALC收到后会询问是否需要发送VIN号等各类车身信息,在投入PA-ON工位时,数据库会请求数据,ALC将所有车身信息发送至数据库;而在其他工位,数据库不会向ALC请求车身数据,到此步骤通讯即中断,节省大量通讯流量及通讯时间。而数据库与底端通讯时,首先会与CCR的PLC通讯,CCR的PLC负责将现场采集的数据发送给数据库,数据库会根据发来的信息,调取要求的信息进行反馈,CCR的PLC接收到反馈信息后,会比对与现场采集的信息是否吻合,做出放行与再次请求的判断,而CCR的PLC所有数据均来自现场RFID系统所采集的数据。
3数据库在涂装生产线的实现形式
3.1RFID系统在涂装的应用
基于RFID系统良好的读写性能及大容量存储的特性,我们建立了基于此技术的通讯方式,以及读码器的安装位置,如图3所示,每经过一个重要工位前,都会对其信息进行确认。
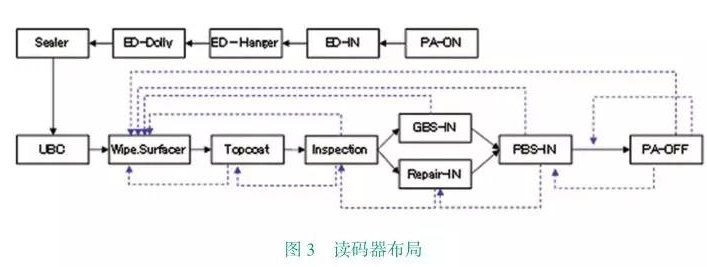
各点位详细说明:
1)PA-ON:WBS向PA转载车身,此处通过扫描VIN码,与ALC通讯,将VIN码对应的ALC服务器中的车身信息存储在RFID中,并将信息存储在CCR数据库中,此处可以进行人工重新读写。
2)ED-IN:读写器读取PA-ON来的车身信息,将车型信息发送给电泳整流器,并与CCR中的信息进行校验,有人工重读写功能。
3)ED-HANGER/ED-DOLLY:吊具转载到台车,RFID读取ED_IN吊具来的车身信息,移载完成后,将车身信息写入台车,并将信息存储在CCR中,有人工干预操作
4)SEALER:将经过此点位的信息发送给CCR。
5)UBC:过扫描点会发送车型信息给机器人,并将RFID中的信息与CCR数据库中进行校验,提供人工干预重读写功能。
6)WIPE:过扫扫描读取RFID信息,与CCR数据库的信息校验,然后发送给WIPE、中涂机器人,同时与ALC进行通讯。
7)TOPCOAT:过扫描点读取RFID信息,与CCR数据库的信息校验,然后发送给色漆机器人。
INSPECTION:过扫描点读取RFID信息,与CCR数据库的信息校验。
9)GBS:过扫描点读取RFID信息,与CCR内部的信息校验,车身信息进入GBS存储区,并将存储在CCR数据库中。
10)REPAIR-IN:过扫描点读取RFID信息,与CCR内部的信息校验,车身信息进入返修区,并将信息存储载CCR数据库中。
11)PBS-IN:过扫描点会发送车型信息给输送设备,输送设备进行车身的排序,同时信息存储在CCR中,并将车身信息发送到ALC,其终端电脑显示各序位的车身信息。
12)PA-OFF:过扫描点会发送车型信息给CCR,进行数据校验,然后与发送信息给ALC。
涂装车间可安装13个读码器,在每一个承载车身的吊具和台车上安装载码体,它为128byte数据存储介质,其中分配了车身VIN号、车身生产年限、车种、车型、派生、外涂颜色、内涂颜色、生产编号、承载台车号、内装密封胶机器人JOB号、UBC机器人JOB号、盐腐蚀代号、鸵鸟毛机器人JOB号、中涂JOB号、上涂车型号、上涂颜色号、清漆颜色号、清漆车型号、各工位时间邮戳、台车循环使用次数、特殊车身使用号、SP部品使用号等各类信息,并对其地址进行了严格分配。
3.2PA-0N投入工位与数据库的通讯建立
首先,吊具承载车身到位后,操作人员将扫描焊装下线处的VIN号码及吊具号输入ALC系统终端电脑,ALC系统得到VIN号后,会与吊具号匹配,同时将颜色信息,MTOC号等众多信息一同捆绑,发送至涂装数据库,数据库得到信息后,将所有信息发送给输送PLC,输送PLC自我判断后,将信息写入载码体(TAG),同时,告知CCR的PLC通讯完成,CCR的PLC也会将完成信号发送给数据库,数据库将从ALC得到的数据存于数据库中,至此当前的车身在涂装便是正式有信息车身,开始进入工艺处理阶段。而其中,如果通讯流程一旦出错,CCR的PLC便不会将数据发送信号给输送设备,且会反馈给ALC系统,再次请求数据。数据得到后,再次发送至输送设备,完成通讯流程。
3.3其他工位与数据库的通讯建立
在涂装车间一共13个点位的读码器中,除PA-ON(投入)和PA-OFF(下线)与IT科ALC系统发生大量数据交换外,其他点位均只与ALC系统说明工位通过信息,而其他工位的信息传送,信息记录完成靠涂装数据库完成。通过输送读取的台车号发送给CCR的PLC程序,PLC程序将数据类型转化后,发送给涂装数据库,数据库根据请求的数据,做出相应的回复,输送设备得到相关数据后,会再次反馈给CCR的PLC程序一个信号,CCR收到后,会发送给输送放行信号将车身放行。而在于机器人设备的通讯上,机器人设备会在连锁条件满足的情况下直接与CCR发生通讯,请求数据,数据库将数据调出,发送给机器人设备。
4结语
本文主要针对基于RFID技术建立乘用车涂装数据库的相关建立理念、建立方法等内容做出了说明。着重说明了RFID技术在涂装中的应用、与涂装数据库的通讯流程制作、网络结构构成以及关联扩展业务三个方面的内容。整车生产期间,经历许多的管理环节,包含众多的管理信息,RFID数据库的建立可以弥补涂装生产线无自己的信息管理平台这一劣势,使得企业能够及时、准确的掌握生产线状态。尽管在现有的涂装生产数据库管理中引入RFID成本后会带来相关成本的增加,但是如果能够将RFID应用带来的优势惠及到各个相关管理领域,其应用成本将被众多环节稀释,自然而然的分摊到车辆制造费用将会显著降低,那么RFID的应用价值将会得到进一步提升,经济效益将会大大增加。