当前,全球范围内智能制造加速演进,制造业领域的竞争日趋激烈。在国内经济发展新常态的宏观背景下,产业数字化与智能化升级步伐明显加快,正逐步成为汽车制造、机床加工等众多行业实现经济增长的关键动力源。
冲压车间作为整车制造流程的起点,其智能化改造已刻不容缓。近年来,随着无线通信技术的持续突破以及智能工厂理念的落地,工厂的自动化水平大幅提升,各制造企业正积极向标杆式的“灯塔工厂”看齐。原有设备在技术层面已显滞后,而新兴技术层出不穷。为兼顾成本控制与生产效率的提升,亟需引入物联网技术对现有设备实施升级改造。
回溯至2007年,一汽-大众汽车有限公司在成都设立其首个异地分公司,厂区占地面积达1220亩,建成了涵盖冲压、焊装、涂装、总装在内的四大工艺车间,并在此投产大众品牌轿车及全新子品牌——捷达系列车型。时至今日,一汽-大众成都分公司产品线已覆盖捷达与大众两大品牌、共计四个车型,年产能峰值达到70万台。
随着“中国制造2025”战略的深入推进,生产流程中的供应、制造、销售等各环节将逐步实现自动化与智慧化,驱动制造业经历深层次的转型与重塑。汽车制造业作为其中的典型代表,亦在这场变革浪潮中主动求变。借助伺服控制、物联网等前沿技术对现场老旧设备进行升级,以实现质量提升与成本降低的目标,已成为应对挑战的关键路径。这要求我们逐步运用数字化、物联网等新型手段,有效解决一线生产难题。
现状分析:冲压模具编码识别现状
在汽车制造工艺链条中,冲压工序作为首道关键环节,其生产效率与产品质量直接关乎整车的制造效能。在多车型共线生产的模式下,单一车型通常包含数十乃至上百种自制冲压件,与其配套的模具数量极为庞大。在生产不同零件时,模具的频繁切换对制造系统构成了严峻挑战,其中模具编码的精准识别是确保模具正确安装的核心前提。
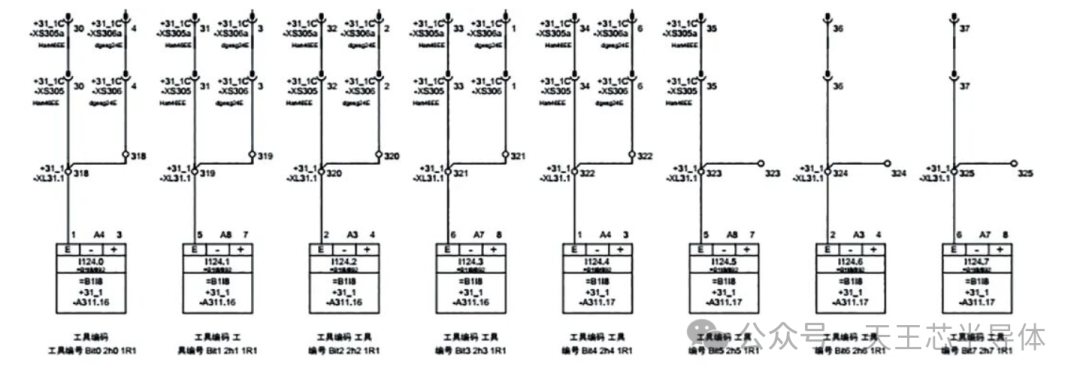
传统的模具编码识别技术采用基于48芯数据线的物理连接方式(图1)。在模具端,预设的编码规则将模具代码转换为二进制信号,随后经由接线端子排接入PLC(可编程逻辑控制器)输入端,从而实现信息的传输,详见图2。
图1 传统模具编码识别系统的48芯数据物理连接方式
图2 模具二进制编码信号通过接线端子传输至PLC的接线原理
模具编码识别痛点分析
高额维护成本:数据线的频繁插拔操作加剧了高可靠性连接器(如哈丁接头)及其线缆组件的物理损耗,导致人工维护与备件更换的成本显著上升。尤其是在新模具投产阶段,复杂的接线工程量呈指数级增长,进一步推高了生产前的准备成本。
低下作业效率:每次切换模具均需执行十余次手动插拔操作。作业人员需攀爬至工作平台完成接线,不仅违背了人机工程学原理,还存在高空坠落的安全隐患,最终导致模具更换周期被人为延长。
过长停机时间:因线缆故障或连接器接触不良引发的模具编码异常,往往需要耗费大量时间进行故障排查。错综复杂的接线结构与非可视化的编码逻辑,进一步拉长了故障定位与修复的周期,严重制约了生产线的连续运转能力,见图3。
图3 传统模具编码识别系统的故障诊断场景

解决方案
射频技术简介
射频识别(RFID,Radio Frequency Identification)是一种非接触式自动识别技术。它利用射频信号在电子标签与读写器之间实现无线数据传输,具备抗干扰能力强、识别距离可调(涵盖低频、高频、超高频等频段)、支持动态读写等多重优势。其核心构成包括内置芯片的被动式或主动式电子标签以及专用读写器,无需人工干预即可快速获取目标对象的唯一标识信息。在汽车制造物流领域,RFID电子标签已被广泛用于实时追踪关键部件(如发动机、底盘)的物流信息,实现库存动态可视化与自动化分拣,有效降低了错配风险。然而,在模具编码识别这一具体应用场景中,目前大众整车制造厂尚无推广先例。
RFID读写基本流程
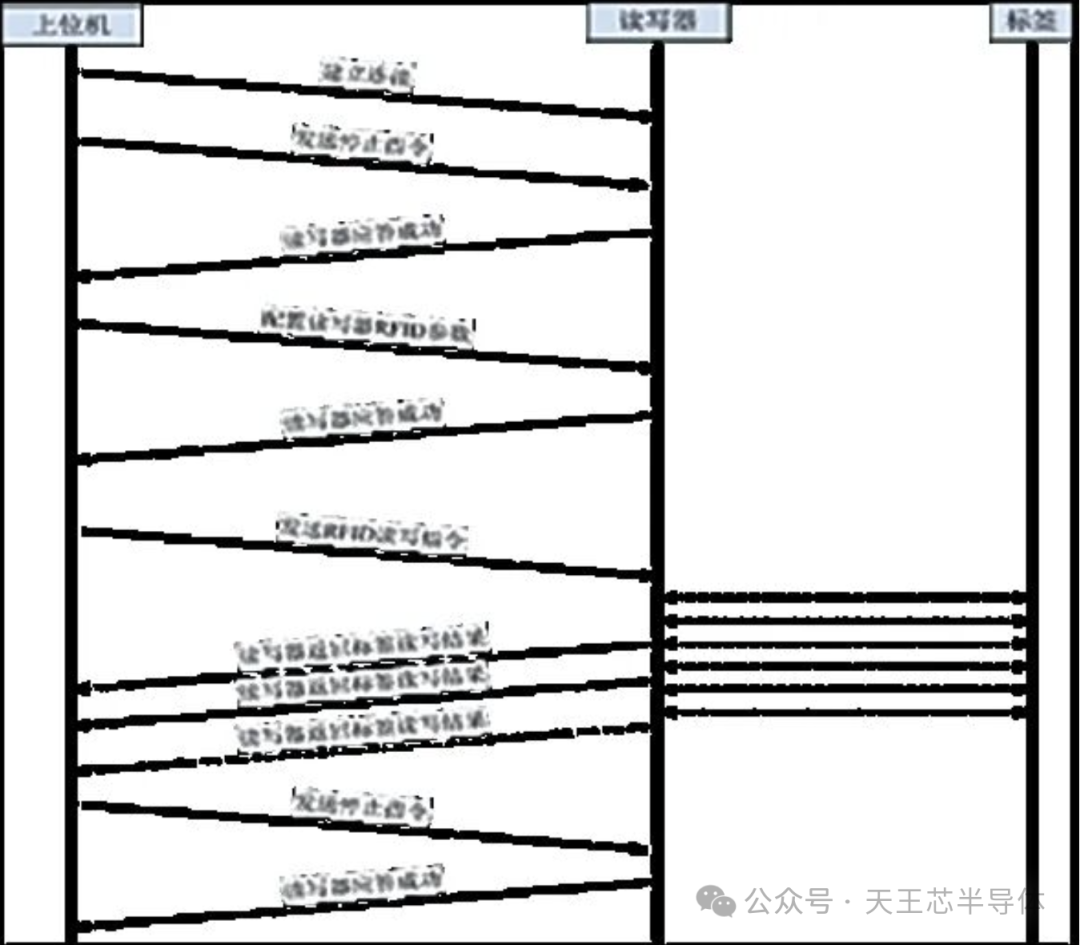
上位机通过指定端口与读写器建立通信连接后,会向读写器发送以下指令序列:
切换至空闲状态,以确保能正常响应后续指令;
依据读写器的返回状态,确认其工作正常与否(图4展示了RFID系统与上位机的通讯模式)。
物联网与现场设备的融合
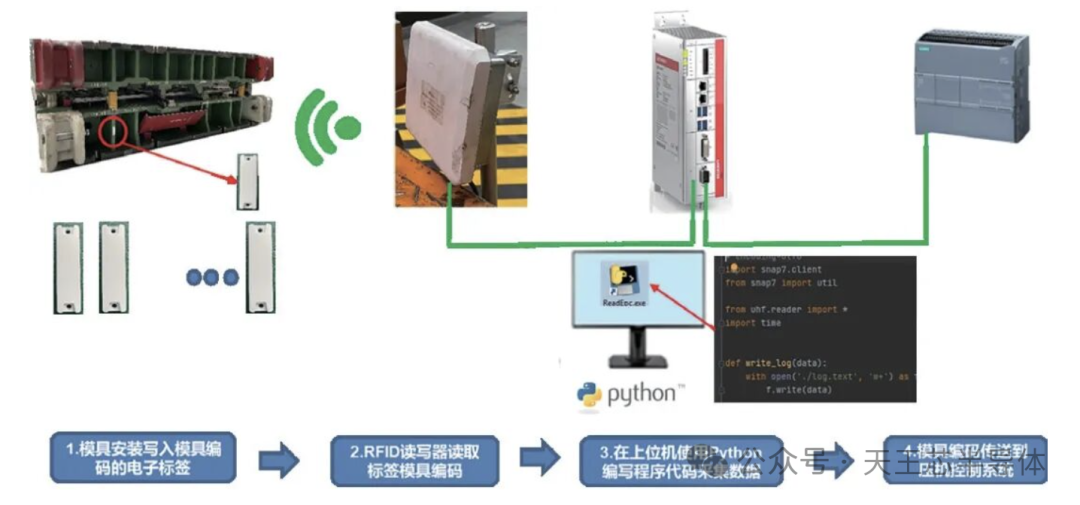
由于RFID读写器与现有工业控制设备采用的协议不尽相同,RFID技术在汽车制造模具编码识别领域的应用场景一直未能广泛落地。本方案通过多维度技术攻关,选型支持API接口二次开发的工业级RFID读写器,并搭配基于Python开发的跨平台中间件程序,成功构建起RFID系统与PLC系统间的数据交互桥梁(方案设计见图5)。具体实现路径如下:
数据解析与协议转换:中间件程序通过调用RFID读写器提供的API接口,实时捕获标签的原始数据包。随后,利用Python的
pySerial库完成协议解析,从中提取出有效的编码信息。协议适配与数据映射:解析完成的数据,通过Python的
Snap7功能库被写入PLC的数据库,从而实现了数据向PLC寄存器地址空间的动态映射。系统集成与验证:依托SCADA系统的实时数据可视化功能,对RFID编码信号与生产线控制逻辑的同步性进行验证,确保模具识别数据能够实现可视化联动。